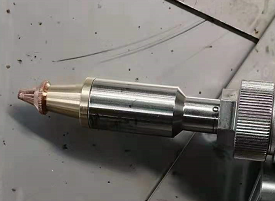
一.铜嘴
使用切割铜嘴(建议铜嘴1.5以上)
二.工艺
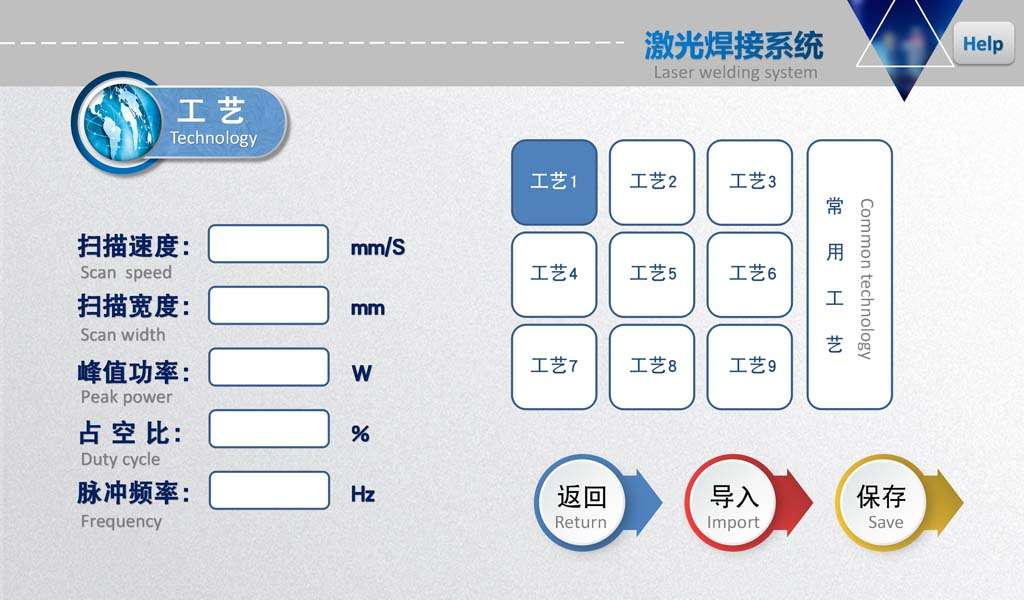
与焊接不同的是,切割光斑是没有宽度的
因此扫描宽度务必设置为0,即红光为一个点
扫描速度:无视此参数,可随意
扫描宽度:0
峰值功率:参考值建议满功率切割,以实际为准
占空比:参考值100
脉冲频率:参考1000
设置参数后,导入并返回,即可在首页的左侧看到此工艺
焦点建议使用负焦(直接影响切割效果)
三.红光中心点
务必保证红光完全从铜嘴中心出来,否则可能烧毁铜嘴
一般使用硬件调整,即调整尾部电机
调整方法参考:红光的调整
四.切割工件
焦点的要求:负焦相对效果挂渣少
阀门的要求(使用氧气或氩气减压阀)
气体的要求:如果对切割面有要求,建议使用氮气气体(大于6公斤),相对切割面发白
如果要求切割厚度,使用氧气或空气切割,相对切割面发黑
切割厚度:3毫米以下最好
切割时手速保持均匀

185 2109 0707