一.概述
焊接送丝产品的基本安装,出厂设置,操作使用和保养服务等各个环节的概括说明。
明日焊接送丝系统是2019年推出的一款送丝系统。该产品涵盖自主研发控制系统,并设置回抽补丝功能。该产品可适配各手持焊接送丝系统
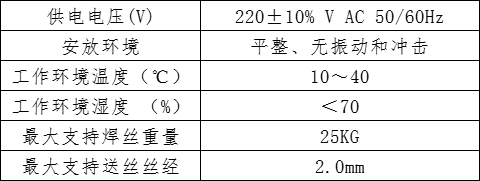
1.1运行环境及参数
1.2注意信息
1)供电前要确保可靠接地。
2)送丝轮与丝经匹配,且与送丝管对应
3)送丝管不要曲折
二.安装
2.1电路接线总定义
2.1.1整机提供了三芯航插头,与送丝机尾部的三芯航插相连,提供220V供电(1脚火线.2脚零线.3脚地线)
2.1.2整机提供了两芯航插头,与控制系统的送丝端口相连,提供送丝信号(无源触点,短接即送丝)
2.2焊丝盘/送丝轮的安装
2.2.1.焊丝为普通焊丝,常见的有5KG-30KG都可以安装,但不要使用药芯焊丝
2.2.2.通过内六角来调整滚轮的力度,使其不要太紧或者太松,送丝时没有卡顿即可(通常情况不必调整)
2.2.3.调整好以后盖住
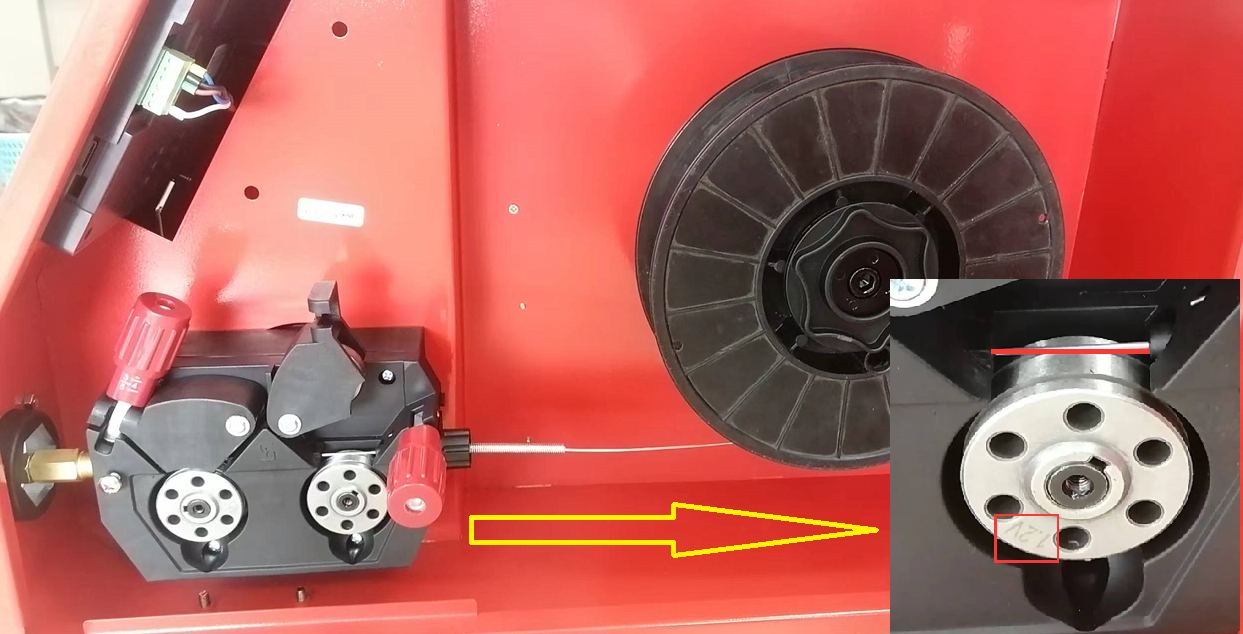
2.2.4.送丝轮一共两个,两面为不同的型号,对应着不同的芯径,请务必对应安装,如安装1.2焊丝,则送丝轮标识1.2的一面在外面
2.2.5.安装时一定要把焊丝卡在卡槽内然后再夹紧
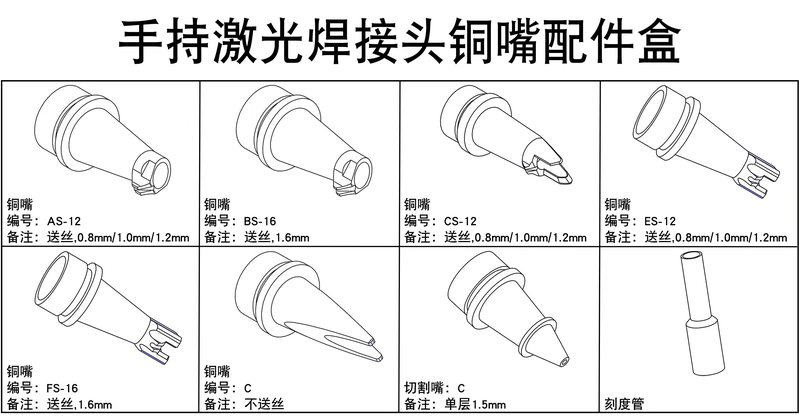
三.送丝管的安装
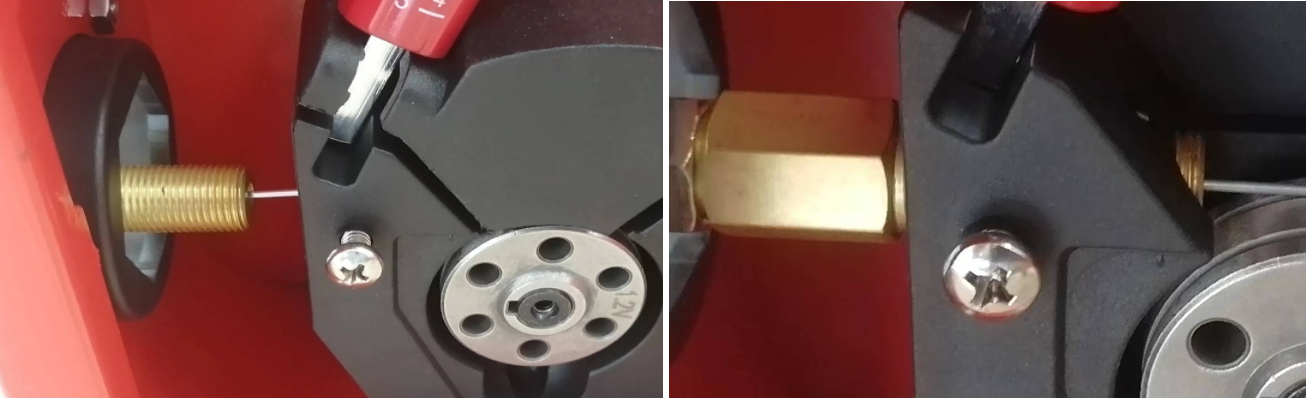
3.1送丝机端
3.1.1送丝管锁紧螺丝松开,插入合适的位置后锁紧即可
3.2枪头端
3.2.1 以上操作链接后,手动送丝直至焊丝出来以后安装导丝管,并确认导丝嘴与刻度管的距离

四.软件操作
4.1 请在软件说明里查询对应版本的说明
4.2 220-601-410版本送丝机的使用说明,您可在屏幕设置页面查看版本号。

图1-1连续模式-首页
连续模式-首页介绍:
1. “连续模式”表示送丝当前为“连续模式”,点击按键
可切换为“脉冲模式”。
2. “送丝速度”控制焊接时的送丝快慢。范围15~600cm/min,可以点击“数字”由键盘直接输入,也可以通过“箭头”快速调节。注:“送丝速度”不等于“手动送丝速度”。
3. “手动送丝”控制手动送丝时的电机快慢,通常用于设备日常调试。范围15~600cm/min,持续按压“手动送丝”由蓝色变为绿色,电机持续以“手动送丝速度”送丝,松开按键则停止送丝。
4. “手动回抽”控制手动回抽时的电机快慢,通常用于设备日常调试。范围15~600cm/min,持续按压“手动回抽”由蓝色变为绿色,电机持续以“手动回抽速度”回抽,松开按键则停止回抽。
5. “运行”、“停止”控制送丝机切换工作状态。点击“运行”,由黑色变为绿色,同时“停止”变为黑色。此时为“运行”状态,电机可以正常送丝。点击“停止”,由黑色变为红色,同时“运行”变为黑色。此时为“停止”状态,电机停止动作,无法进行任何送丝或者回抽。
6. “送丝指示灯”显示焊接时的送丝状态。当按下焊枪扳机送丝机进行送丝时,“指示灯”由黑色变为绿色,表示送丝机运转正常。注:只有焊接时“指示灯”才会显示绿色,“手动送丝”、“手动回抽”均不会改变“指示灯”状态。
7. “首页”当前屏幕显示的是送丝机系统首页,点击无效。
8. “设置”点击可切换至“连续模式设置页”。

图1-2连续模式-设置页
连续模式-设置页介绍:
1. “连续模式设置”表示当前屏幕显示为送丝机系统连续模式的设置页,点击无效。
2. “送丝速度”同首页的“送丝速度”。控制焊接时的送丝快慢。范围15~600cm/min,可以点击“数字”由键盘直接输入,也可以通过“箭头”快速调节。注:本页面所有参数都可以通过直接点击数值或点击“箭头”来调节,下同。
3. “启动延迟”控制按下焊枪扳机后送丝机延时启动的时间长短。范围0~2000ms,通常设置为0。例:启动延迟设置为1000ms,则按下焊枪扳机后,等待1s后开始送丝。
4. “回抽长度”控制断丝时送丝机回抽断丝的长度,用于帮助断丝。范围0~100mm,通常设置为10,可以根据现场焊丝粗细、送丝管长度适当增加。
5. “补丝长度”控制断丝时送丝机进行回抽后补偿送丝的长度,用于补偿“回抽长度”的影响,保持下一次焊接时接头的一致性。范围0~100mm,原则上与“回抽长度”保持一致,如现场送丝管阻力较大,也可适当大于“回抽长度”。
6. “补丝延迟”控制断丝时送丝机在补偿送丝与回抽断丝之间的间隔时间长短,用于防止由于补偿送丝过早,导致焊丝第二次粘连在焊缝上,以此改善断丝效果。范围0~2000ms。通常设置为0。
7. “语言”显示当前系统的语言文字,点击可在“语言栏”切换为其他语言。注:标准版语言文字为简体中文、繁体中文、英文、韩文、日文、俄文、德文、法文、拉丁文。如有其他语言文字需求请联系我司。
8. “手动送丝速度”控制首页“手动送丝”的速度大小,用于日常设备调试。范围15~600cm/min。通常设置300cm/min。
9. “手动回抽速度”控制首页“手动回抽”的速度大小,用于日常设备调试。范围15~600cm/min。通常设置300cm/min。
10. “系统版本”显示送丝机的控制系统版本号。,其中“220”表示系统硬件部分版本,“601”表示系统软件部分版本,“410”表示系统屏幕部分版本。注:版本各部分组合一一对应,售后维护过程中应保持前后版本一致,否则可能出现显示异常或者部分功能无效的现象。
11. “保持”控制送丝机系统参数的存储动作,包括“首页”和“设置页”上除“语言”以外的所有参数。点击“保持”,由黄色变为绿色,表示保持成功。注1:系统“语言”为自动保存;注2:断电重启后系统显示为最近一次保存的数据,所以请善用保存功能,避免工艺数据丢失。
12. “返回”控制送丝机系统切换回“首页”。
13. “帮助”控制系统显示“参数说明”。点击可查看“参数说明”。
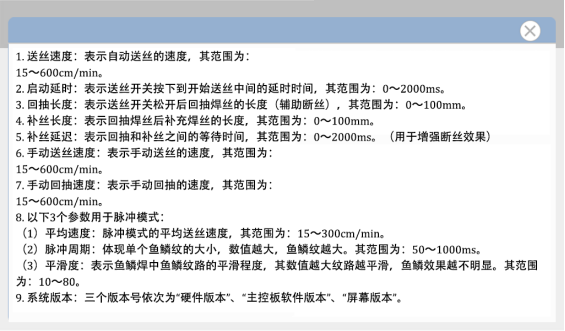

图2-1脉冲模式-首页
脉冲模式-首页介绍
1. “脉冲模式”表示送丝当前为“脉冲模式”,点击按键
可切换为“连续模式”。
2. “脉冲周期”、“平滑度”显示当前参数数值,无法调节。详情见设置页介绍。
3. “平均速度”控制“脉冲模式”的整体送丝速度,“平均速度”不受“脉冲周期”和“平滑度”影响。范围15~300cm/min,通常设为60cm/min。可以点击“数字”由键盘直接输入,也可以通过“箭头”快速调节。注:此“平均速度”不等于“手动送丝速度”。
4. 其他按键、参数同“连续模式”。

图2-2脉冲模式-设置页
脉冲模式-设置页介绍
1. “平均速度”控制整体送丝速度,同首页的“平均速度”。
2. “脉冲周期”控制单个鱼鳞纹的大小,周期越大则单个鱼鳞纹越大。范围50~1000ms,通常设为500ms。
3. “平滑度”控制两个鱼鳞之间的间隔起伏,数值越小整体效果越明显。范围10~80,通常设为30。
4. 其余设置页按键、参数同连续模式一致。
5. 综上所述,“脉冲模式”主要为鱼鳞焊服务,以上参数为参考值,实际使用中还需根据焊丝材质、焊丝型号、激光功率、焊缝宽度适当调节,以便得到理想效果。其他按键、参数同连续模式一致。

185 2109 0707